


Barības granulu mašīnas granulēšanas procesā rodas atsevišķas barības granulas vai atsevišķas barības granulas ar dažādām krāsām, ko parasti sauc par "ziedu barību". Šāda situācija ir izplatīta ūdens barības ražošanā, galvenokārt izpaužas kā atsevišķu no gredzenveida veidnes ekstrudētu daļiņu krāsa, kas ir tumšāka vai gaišāka nekā citas parastās daļiņas, vai arī atsevišķu daļiņu virsmas krāsa ir nevienmērīga, tādējādi ietekmējot visas barības partijas izskata kvalitāti.

Šīs parādības galvenie iemesli ir šādi:
a)Barības izejvielu sastāvs ir pārāk sarežģīts, ar pārāk daudziem izejvielu veidiem, nevienmērīgu sajaukšanu un nekonsekventu pulvera mitruma saturu pirms barības daļiņu apstrādes.
b)Granulēšanai izmantoto izejvielu mitruma saturs ir nepastāvīgs. Ūdens barības ražošanas procesā bieži vien ir nepieciešams pievienot nelielu daudzumu ūdens maisītājam, lai kompensētu ūdens zudumu izejvielās pēc īpaši smalkas sasmalcināšanas. Pēc sajaukšanas to nosūta uz kondicionētāju atlaidināšanai. Daži barības ražotāji barības pagatavošanai izmanto pārāk vienkāršu procesu - formulai nepieciešamās sastāvdaļas ievieto tieši maisītājā un pievieno pietiekami daudz ūdens, nevis veic detalizētu un lēnu pievienošanas procesu atbilstoši profesionālajām prasībām. Tāpēc viņiem ir grūti nodrošināt barības sastāvdaļu līdzsvarotu sadalījumu attiecībā uz šķīdību ūdenī. Izmantojot šīs jauktās sastāvdaļas kondicionēšanas apstrādei, mēs atklāsim, ka kondicionētāja efektivitātes dēļ mitruma saturu nevar ātri un vienmērīgi izkliedēt. Tāpēc apstrādāto barības produktu gatavība tvaika iedarbībā dažādās daļās ievērojami atšķiras, un krāsu hierarhija pēc granulēšanas kļūst nepietiekami skaidra.
c)Granulēšanas tvertnē ir pārstrādāti materiāli ar atkārtotu granulāciju. Granulēto materiālu pēc granulācijas var pārvērst gatavajā produktā tikai pēc atdzesēšanas un sijāšanas. Sijātais smalkais pulveris vai sīkdaļiņu materiāls bieži nonāk ražošanas procesā atkārtotai granulēšanai, parasti maisītājā vai gaidīšanas granulācijas tvertnē. Tā kā šāda veida atgrieztais materiāls tiek atkārtoti kondicionēts un granulēts, ja tas tiek nevienmērīgi sajaukts ar citiem palīgmateriāliem vai sajaukts ar atgrieztās mašīnas sīkdaļiņu materiāliem pēc kondicionēšanas, tas dažkārt var radīt "ziedmateriālu" noteiktām barības receptēm.
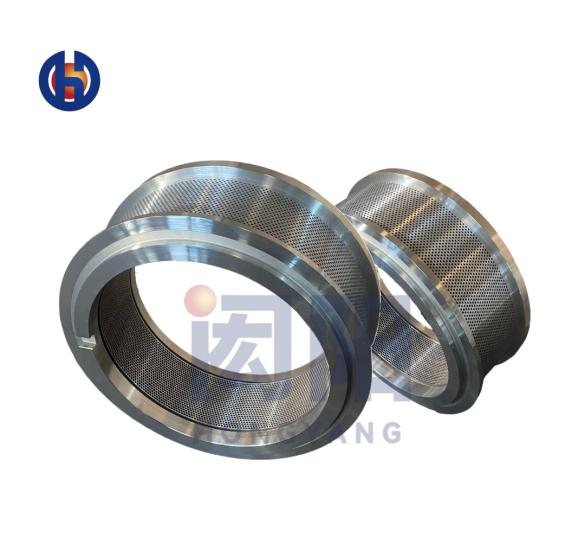
d)Gredzenveida presformas atveres iekšējās sienas gludums ir nevienmērīgs. Presformas atveres virsmas apdares nevienmērīguma dēļ pretestība un ekstrūzijas spiediens, ar ko objekts saskaras ekstrūzijas laikā, atšķiras, kā rezultātā krāsas izmaiņas ir nevienmērīgas. Turklāt dažām gredzenveida presformām uz mazo caurumu sienām ir raupjumi, kas ekstrūzijas laikā var saskrāpēt daļiņu virsmu, kā rezultātā atsevišķām daļiņām ir atšķirīga virsmas krāsa.
Iepriekš minēto četru "ziedu materiālu" ražošanas iemeslu uzlabošanas metodes jau ir ļoti skaidras, galvenokārt kontrolējot katras formulas sastāvdaļas sajaukšanas vienmērīgumu un pievienotā ūdens sajaukšanas vienmērīgumu; Rūdīšanas un atlaidināšanas veiktspējas uzlabošana var samazināt krāsas izmaiņas; Kontrolējiet atgrieztās mašīnas materiālu. Formulām, kas ir pakļautas "ziedu materiāla" ražošanai, mēģiniet tieši negranulēt atgrieztās mašīnas materiālu. Atgrieztās mašīnas materiāls jāsajauc ar izejvielu un atkārtoti jāsasmalcina; Izmantojiet augstas kvalitātes gredzenveida presformas, lai kontrolētu presformas caurumu gludumu, un, ja nepieciešams, pirms lietošanas noslīpējiet gredzenveida presformas caurumus.
Ieteicams konfigurēt divslāņu divu asu diferenciālo kondicionieri un divslāņu pagarinātu apvalka kondicionieri ar dzēšanas laiku līdz 60–120 sekundēm un dzēšanas temperatūru virs 100 ℃. Rūdīšana ir vienmērīga un veiktspēja ir lieliska. Daudzpunktu gaisa ieplūdes izmantošana ievērojami palielina materiāla un tvaika šķērsgriezuma laukumu, tādējādi uzlabojot materiāla briedumu un rūdīšanas un atlaidināšanas efektu; Digitālais instrumentu panelis un temperatūras sensors var parādīt kondicionēšanas temperatūru, atvieglojot lietotājiem to kontrolēt jebkurā laikā.
Tehniskā atbalsta kontaktinformācija:
WhatsApp: +8618912316448
E-pasts:hongyangringdie@outlook.com
Publicēšanas laiks: 2023. gada 26. jūlijs








